




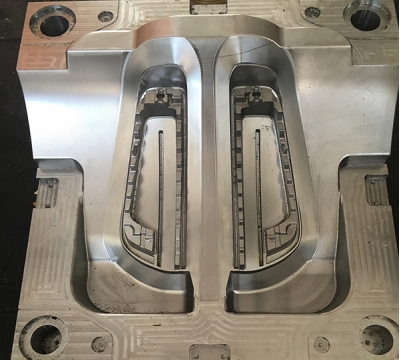
一、汽車尾燈模具是什么:做的不是“殼”,是“光學外觀件”
汽車尾燈通常由多種塑件組合而成,例如:
外罩(Lens,燈罩):透明或半透明,要求高透光、高光潔
裝飾框/導光件(Light guide):控制光線走向,要求紋理與折射面精準
反射碗/反射罩(Reflector):提高光效,表面可能需要電鍍或高反射涂層
后殼(Housing):結構承載與密封基礎,強調強度與尺寸穩定
密封圈槽、卡扣、安裝耳:裝車配合關鍵結構
因此“汽車尾燈模具”往往不是一副模具,而是一整套模具群:透明件模具、結構件模具、反射件模具、裝飾件模具,彼此之間還要配合裝配公差和密封要求。
二、尾燈模具為什么難:四個“高要求”疊加
1)高外觀:一點瑕疵就很明顯
透明燈罩最怕:流痕、銀紋、氣泡、雜質、黑點、劃傷、分型線高、頂針印。因為透明件不“藏瑕疵”,任何缺陷都會被光線放大。
2)高光學:微小誤差就會影響光帶均勻
尾燈不僅要亮,還要“亮得均勻、亮得有層次”。導光條、紋理面、棱鏡面、微結構如果復制不到位,就會出現亮斑、暗區、光帶斷裂等問題。模具的拋光、蝕紋、精度與穩定性,決定了光學面能不能被準確復制。
3)高裝配與密封:車規件要經得住風雨和震動
尾燈裝車后要長期面對雨水、洗車高壓水槍、塵土、溫差、振動沖擊。密封槽尺寸、裝配定位、螺絲柱強度、卡扣疲勞都不能“差不多”。
4)高耐候:長期暴曬與冷熱循環不變形、不發黃
尾燈罩多為PC類材料,需要抗UV、耐熱、耐沖擊。材料與成型應力控制不好,后期可能出現應力開裂、霧化、黃變、翹曲等風險。
三、尾燈常用材料與模具對應點:材料決定工藝窗口
1)PC(聚碳酸酯):燈罩常見主力
優點:透光好、韌性強、耐熱性較好。
關注點:對水分敏感,干燥不充分容易銀紋、氣泡;成型應力控制不好容易開裂。
模具側重點:溫控、排氣、拋光等級、澆口剪切控制。
2)PMMA(亞克力):高透高光但更“脆”
優點:透明度高、表面光澤好。
關注點:抗沖擊相對弱,耐熱窗口較窄;對結構與裝配沖擊要更謹慎。
模具側重點:流道與澆口設計避免應力集中,冷卻均勻。
3)ABS/PP/PBT等:后殼與結構件常用
這些材料更偏結構承載與尺寸穩定。
模具側重點:翹曲控制、筋位縮水、螺絲柱強度、冷卻與排氣。
四、尾燈模具結構要點:透明件與光學件的“命門”在哪里
1)分型線與澆口位置:要為外觀讓路
透明燈罩的分型線最好避開視覺主面與光學關鍵區域;澆口位置要兼顧:
充模平衡,避免短射與熔接線落在外觀面
降低剪切發白與流痕
便于去澆口且不影響裝配
不少尾燈罩會采用熱流道/閥針系統,以獲得更好的外觀與一致性,但成本和維護要求也更高。
2)拋光等級:不是“亮”就夠了
尾燈罩常需要高鏡面效果,模具光學面往往要求更高等級的拋光和極低的表面缺陷。拋光不僅是工序,更是經驗活:
拋得太猛容易產生波紋與局部變形
拋得不均會影響光學面復制與光帶均勻
細小劃痕在點亮后會變成“亮線”
3)排氣設計:透明件燒焦與氣紋的關鍵
尾燈件面積大、流動長,排氣差會帶來:氣紋、燒焦、霧影、銀紋。
排氣方式可能包含:分型面排氣槽、鑲件排氣、頂針排氣、局部真空輔助等。排氣不僅要“有”,還要考慮長期量產后粉塵、脫模劑殘留導致的堵塞。
4)冷卻系統:決定翹曲與應力水平
透明件最怕應力大。冷卻不均會讓件在脫模后慢慢變形,裝車間隙變差,甚至后期出現應力開裂。尾燈模具通常會更重視:
水路貼近關鍵面、均勻覆蓋
模溫機精準控溫
局部冷卻與隔熱的平衡(避免溫差過大)
5)滑塊抽芯與復雜造型:越復雜越要穩
尾燈常有卡扣、側孔、隱藏扣位、裝配定位結構,需要大量滑塊、斜頂、油缸。結構越復雜,越要關注:
重復定位精度
磨損與潤滑
生產節拍與維護便利
否則樣件能做出來,量產卻很難穩定。
五、光學件的特殊挑戰:導光紋理與微結構復制
現在很多尾燈走“光帶化”“貫穿式”“流水燈”路線,導光件上會有微結構紋理(點陣、棱鏡、擴散紋等)。這些結構對模具的要求是:
1)紋理深淺一致:否則就會出現亮斑與暗區
2)復制精度高:微結構被磨損或污染,光效立刻下降
3)脫模不拉傷:微結構區域脫模阻力大,模具設計要控制脫模斜度與表面狀態
4)材料流動穩定:充模不穩會導致紋理填充不足
這類模具往往需要更高的加工精度、蝕刻工藝控制和更嚴格的清潔維護。
六、尾燈模具常見缺陷與原因:量產最怕的“經典翻車點”
1)銀紋/氣泡/霧影
常見原因:材料含水、排氣不足、注射速度與料溫窗口不對。
對策思路:強化干燥與料桶管理、優化排氣、調整注射速度與保壓。
2)流痕與熔接線明顯
常見原因:澆口位置不佳、流動前沿溫度差、模溫不均。
對策思路:優化澆口與流道平衡、提高模溫與控制溫差、調整工藝參數。
3)翹曲變形、裝配縫隙不齊
常見原因:冷卻不均、壁厚突變、內應力大、頂出不均。
對策思路:優化冷卻水路、結構改厚薄過渡、調整保壓/冷卻、改進頂出布局。
4)劃傷、頂針印、分型線高
常見原因:拋光不均、脫模阻力大、頂出方案不合理、模具磨損。
對策思路:優化脫模斜度、改頂出點與頂出行程、加強模具表面保護與維護。
5)點亮后出現“亮線”“麻點”
常見原因:模具表面微劃痕、污染顆粒、微結構復制不完整。
對策思路:提高潔凈度管理、模腔保護、制定清潔與點檢頻次。
七、試模與驗證:尾燈不是“試出來好看”就行
尾燈模具試模通常要分階段驗證:
1)尺寸與裝配驗證
與車身鈑金、燈體支架的配合
關鍵定位面與密封槽尺寸
螺絲柱強度、卡扣裝配力與疲勞
2)外觀與光學驗證
透明度、霧度、雜質控制
表面缺陷(流痕、銀紋、氣紋、劃傷)
點亮測試:光帶均勻性、亮斑暗區、光型邊界
3)可靠性與環境驗證(車規更看重)
高低溫循環
濕熱與耐候(UV)
振動與沖擊
密封測試(淋雨、高壓水槍、冷凝控制)
這些驗證結果會反過來指導改模:澆口、排氣、冷卻、拋光、材料與工藝窗口,都可能需要調整。
八、量產維護與壽命:尾燈模具更怕“越做越差”
尾燈屬于長期供貨件,模具維護要系統化:
1)拋光面保護:透明件模腔最怕磕碰和細微劃傷,操作與存放要有保護規范
2)排氣槽清理:長期生產后排氣容易堵,缺陷會突然增多
3)熱流道維護:閥針、加熱圈、溫控系統要定期檢查
4)滑塊導向與潤滑:磨損會導致披鋒、錯位、尺寸漂移
5)工藝參數固化:模溫、料溫、注射速度、保壓曲線要形成標準,避免換班換人就漂
")
")
")
")